

Пример с проекта внедрения 1C:ERP: учет нарезаемой продукции

В этой методической статье: небольшой кейс по мотивам реального проекта, о структуре нормативной информации при производстве нарезаемой и раскраиваемой номенклатуры.
Основной деятельностью предприятия является обработка стекла и производство перегородок под заказ. На требования к структуре нормативно-справочной информации (НСИ) влияет специфика преобразования номенклатуры в ходе производственного процесса: листы стекла нарезаются под заказанный клиентом размер, либо под перегородки заказанного размера (т.е. стекло может быть и продукцией, и полуфабрикатом).
Также в перегородках применяется еще и другая нарезаемая номенклатура: длинномерный профиль, со своими особенностями учета в разных единицах измерения до и после нарезки. Но в этой статье ограничимся только одной задачей об учете и диспетчировании стекла.
Стекло на входе и на выходе этапа раскроя учитывается в кв. метрах. Выбор этой единицы измерения обоснован сразу несколькими задачами: ценообразование привязано к кв. метрам, по кв. метрам ведется контроль, т.е. сопоставление количества стекла на входе и выходе производственного процесса, к этой единице также привязаны нормативы для оценки потребностей в загрузке оборудования и в обеспечении исходным материалом.
Стекло раскраивают под заказы клиентов на листы самых разных размеров: нарезанные листы могут сразу отгружаться или применяться в различных перегородках. И помимо информации о движении и остатках стекла в кв. метрах, менеджерам еще необходимо знать, какие листы какого размера в каком количестве (в штуках) уже выпущены на склад ГП, какие находятся на ЦК, какие листы пока в производстве и на какой именно стадии производства.
До автоматизации можно было получить данные только по местонахождению раскроенных листов общим остатком в кв. метрах:

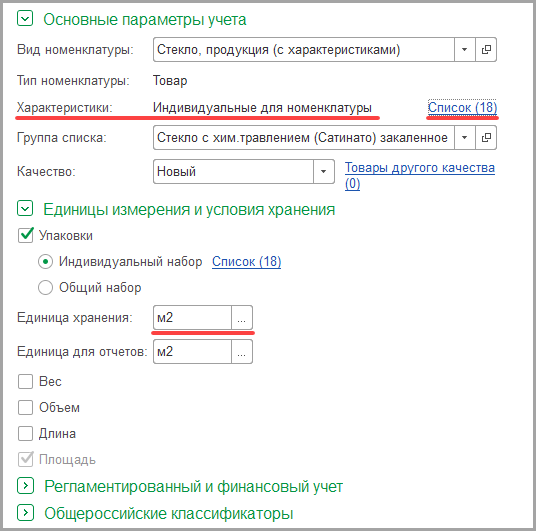
Как можно решать поставленную задачу о получении дополнительной информации по листам стекла в штуках? Вообще в 1C:ERP в элементе номенклатуры можно указать применение единицы измерения площади (кв. метры) как дополнительной единицы, а основной единицей при этом выбрать штуки:

Но в данном контексте это неподходящее решение! Во-первых, кв. метры в рассматриваемом случае должны быть все же основной, а не дополнительной единицей. Т.к. именно на единицу площади указываются нормативы, цены и т.д. Во-вторых, данные о количестве продукции просто в штуках сами по себе бесполезны, менеджерам нужно знать количество штук листов конкретных размеров.
А если под каждый размер стекла создавать отдельную номенклатурную позицию, то при таком подходе справочник номенклатуры чрезвычайно разрастется, работа с ним будет крайне затруднена.
Поэтому более подходящим вариантом может быть использование характеристик номенклатуры. Каждый элемент в справочнике характеристик при этом будет соответствовать определенному размеру стекла.
Кроме того, для удобства работы дополнительно можно задействовать функционал 1С:ERP по работе с упаковками. Дело в том, что клиент все-таки оформляет заказ не на кв. метры, а на какое-то количество листов – и в документах можно работать с теми данными, которые указал клиент: единице упаковки будет соответствовать лист заданного размера. А пересчет в м2 из упаковок система выполнит автоматически; и задача оценки потребности будет решаться простыми типовыми отчетами.

Вот как это работает. Бизнес-процесс начинается с приема заказа от клиента:

На скриншоте показана ситуация, когда клиент заказал стекло как продукцию.
Заказы на перегородки в этой статье мы не рассматриваем, но отметим, что планирование раскроя стекла под перегородки также будет происходить на основании зарегистрированной в системе потребности. Только потребность будет сформирована не от Заказа клиента, а от Заказа на производство (на перегородки), для обеспечения которого нужен полуфабрикат – обработанное стекло.
Номенклатурная позиция в заказе соответствует виду стекла, а требуемый размер при этом задается в характеристике. Для удобства работы была добавлена дополнительная функция, позволяющая сразу подобрать (или создать) упаковку под размер, заданный характеристикой.
Цена в прайс-листе установлена на 1 кв. метр данного вида стекла, в документе Заказ клиента цена автоматически пересчитывается программой из расчета на 1 упаковку, т.е. на 1 лист указанной площади.


В конце дня потребность в выпускаемых изделиях анализируется и обеспечивается типовой обработкой “Формирование заказов на производство”, в результате создаются Заказы на производство на необеспеченное количество стекла.

Технология производства обработанного стекла определяется по Ресурсной спецификации.
Заметим, что технологию выпуска каждого изделия или, иными словами, каждой производимой номенклатуры технологи описывают в соответствующей спецификации. Но при этом не требуется отдельная спецификация на каждый размер листа стекла, т.е. на каждую характеристику (и это, в том числе, одно из преимуществ применения характеристик в данной задаче).

В рабочем месте Управление очередью заказов диспетчер предприятия формирует производственные этапы по новым заказам.

Далее планируем график производства, новые этапы передаются к выполнению и затем подлежат диспетчированию как на уровне предприятия, так и в подразделении-исполнителе.

Обратимся теперь к отчетам: посмотрим, как решается поставленная задача по оценке потребностей и по контролю производства листов стекла с детализацией до размера.
Материалом для рассматриваемого технологического процесса является необработанное листовое стекло (стекло как материал имеет типовой размер 6х6 метров, его учет по характеристикам не требуется). Оценка потребностей в материале, с учетом уже передаваемого в производство количества и с учетом резерва под запланированные на текущий момент этапы – выполняется типовым отчетом Остатки и доступность товаров:

Для оценки потребности в производственных мощностях применяется отчет Загрузка видов рабочих центров:

В этом отчете наглядно видно, какой рабочий центр какими этапами загружен. Причем время загрузки выводится по дням – и для задач предприятия по этим данным удобно выполнять мониторинг: если ключевой рабочий центр загружен полностью более, чем на 2 недели вперед, то это будет означать чрезмерно позднее выполнение новых поступающих заказов, такая ситуация является проблемной и требует внимания руководства.
Что касается контроля состояния и движения листов определенного размера, то эта задача решается также с помощью отчета Остатки и доступность товаров, с соответствующими отборами. В отличие от отчета, для анализа данных по материалам при получении информации по продукции в настройках отчета включается детализация до характеристик:

В отчете видно, находится ли стекло интересующего размера уже на складе продукции или пока только в цеховой кладовой или же выпуска еще вообще не было.
Если стекло еще находится в производстве, то можно уточнить, какое именно состояние у листа нужной характеристики. В отчете График производства продукции по заказам для этого задействуется детализация строк до характеристик. И в предоставляемых данных пользователь может видеть, выполнен ли этап производства по определенному листу стекла, а если нет – то на какую дату запланирован выпуск:

Небольшие доработки этого отчета под специфику задач предприятия позволяют дополнительно детализировать состояние листа стекла, по которому выпуск начат и еще не завершен: непосредственно из строки отчета можно открыть отдельную форму с расширенной информацией о том, какие именно технологические операции выбранного этапа уже выполнены, а какие еще предстоит выполнить до завершения работ по этапу.
На этом проекте решался также ряд других типовых задач, встречающихся в том числе и на других предприятиях в других отраслях: например, применение штрих-кодов для диспетчирования производства, описание технологии производства схожих изделий (в данном случае – перегородок) с помощью ресурсных спецификаций и т.д. В одной статье все эти вопросы рассмотреть вряд ли возможно, но, если обозначенные темы вам интересны – напишите, по вашим запросам мы подготовим отдельные кейсы.
29.11.2018



{kind=link}